

What Type Of Blind Rivet To Use On Aluminum Boat Skins Above Water Line


Sophisticated riveted joint on a railway bridge
A rivet is a permanent mechanical fastener. Earlier being installed, a rivet consists of a shine cylindrical shaft with a head on one end. The stop opposite to the head is chosen the tail. On installation, the rivet is placed in a punched or drilled hole, and the tail is upset, or bucked (i.east., deformed), so that it expands to about 1.5 times the original shaft diameter, holding the rivet in place. In other words, the pounding or pulling creates a new "head" on the tail cease by neat the "tail" fabric flatter, resulting in a rivet that is roughly a dumbbell shape. To distinguish between the two ends of the rivet, the original head is chosen the manufacturing plant head and the deformed end is chosen the shop head or buck-tail.
Because there is effectively a head on each stop of an installed rivet, information technology can support tension loads. Nonetheless, it is much more capable of supporting shear loads (loads perpendicular to the axis of the shaft).
Fastenings used in traditional wooden boat building, such as copper nails and clinch bolts, work on the same principle as the rivet just were in utilise long before the term rivet was introduced and, where they are remembered, are usually classified amid nails and bolts respectively.
Types [edit]
There are a number of types of rivets, designed to run into unlike cost, accessibility, and strength requirements:
Solid/round head rivets [edit]
Solid rivets are one of the oldest and almost reliable types of fasteners, having been found in archaeological findings dating back to the Bronze Historic period. Solid rivets consist simply of a shaft and head that are plain-featured with a hammer or rivet gun. A rivet compression or crimping tool can also deform this type of rivet. This tool is mainly used on rivets close to the border of the attached material, since the tool is limited by the depth of its frame. A rivet compression tool does not crave two people, and is generally the most foolproof way to install solid rivets.

Riveting squad working on the cockpit shell of a C-47 transport at the plant of North American Aviation. The woman on the left operates an air hammer, while the man on the right holds a bucking bar.
Solid rivets are used in applications where reliability and rubber count. A typical application for solid rivets can be institute within the structural parts of aircraft. Hundreds of thousands of solid rivets are used to assemble the frame of a modern aircraft. Such rivets come with rounded (universal) or 100° countersunk heads. Typical materials for aircraft rivets are aluminium alloys (2017, 2024, 2117, 7050, 5056, 55000, V-65), titanium, and nickel-based alloys (eastward.one thousand., Monel). Some aluminum blend rivets are likewise hard to buck and must be softened past solution treating (precipitation hardening) prior to being bucked. "Ice box" aluminum blend rivets harden with historic period, and must likewise be annealed and so kept at sub-freezing temperatures (hence the proper name "ice box") to slow the age-hardening process. Steel rivets can be found in static structures such as bridges, cranes, and edifice frames.
The setting of these fasteners requires admission to both sides of a construction. Solid rivets are driven using a hydraulically, pneumatically, or electromagnetically actuated squeezing tool or even a handheld hammer. Applications where only one side is accessible crave "bullheaded" rivets.
Solid rivets are too used by some artisans in the structure of modern reproduction of medieval armour, jewellery and metal couture.
Loftier-strength structural steel rivets [edit]

An original structural steel rivet from the Gold Gate Bridge (1937). Removed and replaced c. 2000 during piece of work to reinforce the structure to resist seismic loads

Until relatively recently, structural steel connections were either welded or riveted. High-forcefulness bolts accept largely replaced structural steel rivets. Indeed, the latest steel structure specifications published by AISC (the 14th Edition) no longer covers their installation. The reason for the alter is primarily due to the expense of skilled workers required to install high strength structural steel rivets. Whereas 2 relatively unskilled workers can install and tighten high strength bolts, information technology usually takes four skilled workers to install rivets (warmer, catcher, holder, basher).
At a central location about the areas being riveted, a furnace was prepare. Rivets were placed in the furnace and heated to glowing hot (often to white hot) so that they were more than malleable and easily deformed. The rivet warmer or cook used tongs to remove individual rivets and throw them to a catcher stationed almost the joints to exist riveted. The catcher (commonly) caught the rivet in a leather or wooden saucepan with an ash-lined bottom. The catcher inserted the rivet into the hole to exist riveted, then apace turned to catch the next rivet. The holder upwards or holder on would hold a heavy rivet ready or dolly or another (larger) pneumatic jack against the round caput of the rivet, while the riveter (sometimes 2 riveters) applied a hammer or pneumatic rivet hammer to the unformed head, making it mushroom tightly against the joint in its final domed shape. Alternatively the buck is hammered more or less flush with the structure in a counter sunk hole.[1] Before the utilize of pneumatic hammers, eastward.g. in the construction of RMS Titanic, the man who hammered the rivet was known as the "basher". Upon cooling, the rivet contracted and exerted further force, tightening the joint.
The last commonly used high forcefulness structural steel rivets were designated ASTM A502 Form ane rivets.[2]
Such riveted structures may exist insufficient to resist seismic loading from earthquakes if the construction was not engineered for such forces, a common problem of older steel bridges. This is considering a hot rivet cannot be properly heat treated to add strength and hardness. In the seismic retrofit of such structures it is common practice to remove critical rivets with an oxygen torch, precision ream the hole, then insert a machined and estrus treated bolt.
Semi-tubular rivets [edit]

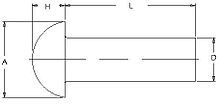
A typical technical drawing of an oval head semi-tubular rivet
Semi-tubular rivets (also known equally tubular rivets) are like to solid rivets, except they accept a partial hole (opposite the head) at the tip. The purpose of this hole is to reduce the amount of force needed for application by rolling the tubular portion outward. The strength needed to utilise a semitubular rivet is about 1/iv of the amount needed to apply a solid rivet. Tubular rivets are sometimes preferred for pivot points (a joint where movement is desired) since the swelling of the rivet is only at the tail. The type of equipment used to utilize semi-tubular rivets range from prototyping tools to fully automatic systems. Typical installation tools (from lowest to highest cost) are paw set, manual squeezer, pneumatic squeezer, boot press, touch riveter, and finally PLC-controlled robotics. The most common machine is the impact riveter and the nearly common apply of semitubular rivets is in lighting, brakes, ladders, binders, HVAC duct piece of work, mechanical products, and electronics. They are offered from ane/16-inch (one.6 mm) to 3/eight-inch (ix.5 mm) in bore (other sizes are considered highly special) and can be up to 8 inches (203 mm) long. A wide diversity of materials and platings are available, most mutual base metals are steel, brass, copper, stainless, aluminum and most common platings are zinc, nickel, brass, tin. Tubular rivets are commonly waxed to facilitate proper assembly. An installed tubular rivet has a head on ane side, with a rolled over and exposed shallow blind hole on the other.
Blind rivets [edit]

Three aluminium bullheaded rivets: ane/viii", three/32", and one/16"

Blitheness of a rivet being tightened (necked area of mandrel not shown)
Speed in the Workshops – Speed in the Air, March 1944 Geo Tucker Eyelet Co. advert for pop rivets, featuring Spitfire aircraft

Pop rivet gun with rivet inserted
Blind rivets, commonly referred to as "pop" rivets (Popular is the brand name of the original manufacturer, now endemic past Stanley Engineered Fastening, a sectionalisation of Stanley Black & Decker) are tubular and are supplied with a nail-like mandrel through the center which has a "necked" or weakened area near the head. The rivet assembly is inserted into a hole drilled through the parts to be joined and a specially designed tool is used to describe the mandrel through the rivet. The compression force between the head of the mandrel and the tool expands the diameter of the tube throughout its length, locking the sheets being attached if the pigsty was the right size. The head of the mandrel too expands the blind end of the rivet to a diameter greater than that of the drilled hole, compressing the fastened sheets betwixt the caput of the rivet and the caput of the mandrel. At a predetermined tension, the mandrel breaks at the necked location. With open tubular rivets, the head of the mandrel may or may non remain embedded in the expanded portion of the rivet, and can come loose at a later on fourth dimension. More expensive closed-end tubular rivets are formed around the mandrel so the head of the mandrel is always retained inside the blind end after installation. "Popular" rivets can exist fully installed with access to only one side of a part or construction.[3]
Prior to the invention of blind rivets, installation of a rivet typically required access to both sides of the assembly: a rivet hammer on one side and a bucking bar on the other side. In 1916, Purple Navy reservist and engineer Hamilton Neil Wylie filed a patent for an "improved means of closing tubular rivets" (granted May 1917).[four] In 1922 Wylie joined the British aircraft manufacturer Armstrong-Whitworth Ltd to advise on metallic structure techniques; here he continued to develop his rivet pattern with a further 1927 patent[5] that incorporated the pull-through mandrel, and immune the rivet to exist used blind. By 1928, the George Tucker Eyelet company, of Birmingham, England,[6] produced a "cup" rivet based on the design. It required a separate GKN mandrel and the rivet body to exist hand assembled prior to use for the edifice of the Siskin III shipping. Together with Armstrong-Whitworth, the Geo. Tucker Co. farther modified the rivet design to produce a i-piece unit incorporating mandrel and rivet.[vii] This product was later adult in aluminium and trademarked as the "POP" rivet. The United Shoe Mechanism Co. produced the design in the U.Due south. equally inventors such equally Carl Reddish and Lou Huck experimented with other techniques for expanding solid rivets.
They are available in flat caput, countersunk head, and modified flush head with standard diameters of 1/viii, v/32 and 3/16 inch. Blind rivets are made from soft aluminum alloy, steel (including stainless steel), copper, and Monel.
There are also structural blind rivets , which are designed to accept shear and tensile loads.[8]
The rivet body is normally manufactured using one of three methods:
| Name | Description |
|---|---|
| Wire | The well-nigh common method |
| Tube | Common in longer lengths, not normally as strong equally wire |
| Canvas | Least popular and generally the weakest selection |
There is a vast assortment of specialty blind rivets that are suited for loftier forcefulness or plastic applications. Typical types include:
| Name | Clarification |
|---|---|
| TriFold | A rivet that splits into three equal legs similar a molly commodities. Typically used in soft plastics where a wide footprint is needed at the rear surface. Used in automotive interiors and vinyl fences. (See § Oscar rivets.) |
| Structural rivet(a) | An "external" mechanically locked structural bullheaded rivet that is used where a watertight, vibration resistant connection is of importance. Typically used in manufacture or repair of truck bodies. A special nosepiece is required to apply this rivet. |
| Structural rivet(b) | An "internal" mechanically locked structural bullheaded rivet that is used where a watertight, vibration resistant connection is of importance. Typically used in industry or repair of truck bodies. |
Internally and externally locked structural blind rivets tin be used in aircraft applications considering, unlike other types of bullheaded rivets, the locked mandrels cannot fall out and are watertight. Since the mandrel is locked into place, they accept the same or greater shear-load-carrying capacity equally solid rivets and may exist used to supplant solid rivets on all merely the almost disquisitional stressed shipping structures.
The typical assembly process requires the operator to install the rivet in the nose of the tool by hand and and so actuate the tool. However, in recent years automated riveting systems have become popular in an effort to reduce assembly costs and repetitive disorders. The price of such tools range from Us$1,500 for autofeed pneumatics to U.s.$l,000 for fully robotic systems.
While structural blind rivets using a locked mandrel are mutual, in that location are besides aircraft applications using "non-structural" blind rivets where the reduced, but still predictable, forcefulness of the rivet without the mandrel is used as the design force. A method popularized by Chris Heintz of Zenith Aircraft uses a common flat-head (countersunk) rivet which is drawn into a specially machined nosepiece that forms it into a round caput rivet, taking upward much of the variation inherent in hole size found in amateur aircraft structure. Shipping designed with these rivets apply rivet strength figures measured with the mandrel removed.[nine]
Oscar rivets [edit]

Oscar rivet shown with mandrel (dashed lines depict flare/flange afterward installation)
Oscar rivets are similar to blind rivets in appearance and installation, just have splits (typically three) forth the hollow shaft. These splits cause the shaft to fold and flare out (similar to the wings on a toggle commodities's nut) as the mandrel is drawn into the rivet. This flare (or flange) provides a wide bearing surface that reduces the chance of rivet pull-out. This design is platonic for high vibration applications where the back surface is inaccessible.
A version of the Oscar rivet is the Olympic rivet which uses an aluminum mandrel that is fatigued into the rivet caput. Afterwards installation, the head and mandrel are shaved off flush resulting in an appearance closely resembling a brazier head driven rivet. They are used in repair of Airstream trailers to replicate the look of the original rivets.
Drive rivet [edit]
A drive rivet is a form of blind rivet that has a short mandrel protruding from the head that is driven in with a hammer to flare out the end inserted in the pigsty. This is commonly used to rivet wood panels into place since the hole does non demand to be drilled all the way through the panel, producing an aesthetically pleasing appearance. They can also exist used with plastic, metallic, and other materials and require no special setting tool other than a hammer and possibly a bankroll block (steel or some other dense material) placed backside the location of the rivet while hammering it into place. Bulldoze rivets accept less clamping force than virtually other rivets. Drive screws, possibly another proper name for drive rivets, are commonly used to concord nameplates into blind holes. They typically have spiral threads that grip the side of the pigsty.[10]
Flush rivet [edit]
A flush rivet is used primarily on external metallic surfaces where good appearance and the elimination of unnecessary aerodynamic drag are of import. A flush rivet takes advantage of a countersink hole; they are besides commonly referred to as countersunk rivets. Countersunk or affluent rivets are used extensively on the outside of aircraft for aerodynamic reasons such equally reduced drag and turbulence. Additional post-installation machining may be performed to perfect the airflow.
Affluent riveting was invented in America in the late 1930s by Vladimir Pavlecka and his team at Douglas Aircraft.[xi] [12]
Affluent riveting was first used by Howard Hughes in designing and building his H-1 plane in 1934:
"Many groundbreaking technologies were developed during the structure process, including individually machined flush rivets that left the aluminium skin of the aircraft completely smooth."[i]
Friction-lock rivet [edit]
These resemble an expanding bolt except the shaft snaps below the surface when the tension is sufficient. The blind cease may be either countersunk ('affluent') or dome shaped.
1 early form of blind rivet that was the kickoff to exist widely used for shipping structure and repair was the Reddish friction-lock rivet. Originally, Cherry friction-locks were bachelor in two styles, hollow shank pull-through and self-plugging types. The pull-through type is no longer common; however, the cocky-plugging Ruby friction-lock rivet is still used for repairing calorie-free shipping.
Cherry friction-lock rivets are available in two head styles, universal and 100 caste countersunk. Furthermore, they are usually supplied in three standard diameters, 1/viii, 5/32 and three/16 inch.
A friction-lock rivet cannot supplant a solid shank rivet, size for size. When a friction-lock is used to replace a solid shank rivet, information technology must be at to the lowest degree 1 size larger in bore considering the friction-lock rivet loses considerable strength if its center stem falls out due to vibrations or impairment.
Rivet alloys, shear strengths, and driving condition [edit]
| Blend type | Alphabetical letter | Driven status | Mark on head |
|---|---|---|---|
| Manifestly | |||
| 2117 | AD | 2117T3 | DIMPLE |
| 5056 | B | 5056H32 | RAISED CROSS |
| 2017 | D | 2017T31 | RAISED DOT |
| 2024 | DD | 2024T31 | Ii RAISED DASHES |
| 7050 | Eastward (or KE per NAS) | 7050T73 | RAISED Ring |
Self-piercing rivets [edit]
Self-pierce riveting (SPR) is a procedure of joining two or more materials using an engineered rivet.[13] Different solid, blind and semi-tubular rivets, self-pierce rivets practise not require a drilled or punched pigsty.
SPRs are common cold forged to a semi-tubular shape and comprise a partial hole to the opposite end of the head. The end geometry of the rivet has a chamfered poke that helps the rivet pierce the materials existence joined. A hydraulic or electric servo rivet setter drives the rivet into the material, and an upsetting dice provides a cavity for the displaced lesser canvass textile to menstruation. The SPR process is described in here SPR process.
The self-pierce rivet fully pierces the elevation sheet material(s) but simply partially pierces the bottom sail. As the tail cease of the rivet does not suspension through the bottom canvas it provides a water or gas-tight joint. With the influence of the upsetting die, the tail end of the rivet flares and interlocks into the bottom sheet forming a depression profile button.
Rivets demand to be harder than the materials being joined.[14] they are heat treated to various levels of hardness depending on the fabric'due south ductility and hardness. Rivets come up in a range of diameters and lengths depending on the materials existence joined; head styles are either affluent countersunk or pan heads.
Depending on the rivet setter configuration, i.e. hydraulic, servo, stroke, olfactory organ-to-die gap, feed system etc., cycle times tin can exist as quick equally one 2nd. Rivets are typically fed to the rivet setter olfactory organ from tape and come in cassette or spool class for continuous production.
Riveting systems can exist manual or automated depending on the application requirements; all systems are very flexible in terms of product design and ease of integration into a manufacturing procedure.
SPR joins a range of dissimilar materials such as steel, aluminum, plastics, composites and pre-coated or pre-painted materials.[15] [16] Benefits include depression energy demands, no estrus, fumes, sparks or waste and very repeatable quality.
Compression rivets [edit]
Compression rivets are commonly used for functional or decorative purposes on clothing, accessories, and other items. They take male and female halves that printing together, through a hole in the textile. Double cap rivets accept aesthetic caps on both sides. Single cap rivets have caps on just one side; the other side is low contour with a visible hole. Cutlery rivets are commonly used to attach handles to knife blades and other utensils.
Sizes [edit]

Rivets come up in both inch series and metric serial:
- Imperial units (fractions of inches) with diameters such equally 1/eight" or 5/xvi".
- Système international or SI units with diameters such as three mm, 8 mm.
The main official standards relate more to technical parameters such as ultimate tensile strength and surface finishing than physical length and diameter. They are:
| Abridgement | Issuing authority |
|---|---|
| AIA / NASM | Aerospace Industries Association (AIA) Majestic Standard, NASM is an acronym for National Aerospace Standards, MIL-STD. |
| AN / MS | Us Armed forces Standard used by the U.s.a. army, navy, or air force is Imperial. |
| ASME / ANSI | The American Society of Mechanical Engineers (ASME) 18-digit PIN code Purple system is approved by ANSI and adopted by the U.S. Section of Defense. |
| BS /BSI | British Standards Institution. provides four-figure BS numbers for Royal standards and also provides similar BS numbers for official translations into English for the Internal market place of the European Wedlock (run into below: DIN or SI) |
| SAE | The Order of Automotive Engineers is a worldwide organisation that provides (mostly Royal) specifications for blueprint and testing for components used in the automotive industry. |
| JIS | Japanese Industrial Standard (JIS) is a metric organization largely based on DIN with some minor modifications to come across the needs of the Japanese market, nortably used in Japanese electronic equipment. |
| DIN | Deutsches Institut für Normung is the German language national metric standard used in most European countries considering information technology closely resembles the newer International Standards Organizations (ISO) specifications. DIN fasteners use a DIN style identifier plus the material and the cease or plating (if whatsoever). |
| ISO | International Organization for Standardization (ISO) is a worldwide metric standard. Clarified ISO standards for (metric) fasteners are apace gaining international recognition in preference to the similar DIN, on which SI was originally based. |
Imperial [edit]
Rivet diameters are ordinarily measured in i⁄32 -inch increments[17] and their lengths in ane⁄16 -inch increments, expressed every bit "dash numbers" at the end of the rivet identification number. A "dash three dash 4" (XXXXXX-three-4) designation indicates a 3⁄32 -inch diameter and 4⁄16 -inch (or 1⁄4 -inch) length. Some rivets lengths are also available in one-half sizes, and accept a dash number such equally –3.5 ( 7⁄32 inch) to betoken they are half-size. The letters and digits in a rivet'due south identification number that precede its dash numbers indicate the specification nether which the rivet was manufactured and the head style. On many rivets, a size in 32nds may exist stamped on the rivet caput. Other makings on the rivet head, such as modest raised or depressed dimples or pocket-sized raised confined indicate the rivet'south blend.
To become a proper fastener, a rivet should be placed in pigsty ideally 4–6 thousandths of an inch larger in bore. This allows the rivet to be easily and fully inserted, then setting allows the rivet to expand, tightly filling the gap and maximizing forcefulness.
Metric [edit]
Rivet diameters and lengths are measured in millimeters. Conveniently, the rivet diameter relates to the drill required to make a hole to accept the rivet, rather than the bodily bore of the rivet, which is slightly smaller. This facilitates the apply of a elementary drill-gauge to check both rivet and drill are compatible. For general use, diameters between 2 mm – 20 mm and lengths from five mm – 50 mm are common. The design-type, textile and any finish is normally expressed in plainly language (often English).
Applications [edit]



Detail of a 1941 riveted send hull, with the rivets clearly visible

Touch on method for solid rivet and semitubular rivets
Before welding techniques and bolted joints were developed, metal framed buildings and structures such every bit the Eiffel Belfry, Shukhov Belfry and the Sydney Harbour Bridge were generally held together by riveting, equally were automobile chassis. Riveting is still widely used in applications where light weight and loftier strength are critical, such as in an aircraft. Many canvas-metallic alloys are preferably not welded as deformation and modification of material properties can occur.
A large number of countries used rivets in the construction of armored tanks during Globe War II, including the M3 Lee (Full general Grant) manufactured in the United states of america. Nevertheless, many countries before long learned that rivets were a large weakness in tank design, since if a tank was hit by a large projectile it would dislocate the rivets and they would fly around the inside of the tank and injure or impale the crew, fifty-fifty if the projectile did not penetrate the armor. Some countries such as Italy, Japan, and Britain used rivets in some or all of their tank designs throughout the war for various reasons, such as lack of welding equipment or disability to weld very thick plates of armor effectively.
Blind rivets are used nigh universally in the structure of plywood road cases.
Common but more exotic uses of rivets are to reinforce jeans and to produce the distinctive sound of a sizzle cymbal.
Articulation analysis [edit]
The stress and shear in a rivet is analyzed like a bolted joint. However, it is non wise to combine rivets with bolts and screws in the same articulation. Rivets fill the pigsty where they are installed to constitute a very tight fit (often called interference fit). Information technology is difficult or impossible to obtain such a tight fit with other fasteners. The result is that rivets in the aforementioned joint with loose fasteners bear more of the load—they are effectively more stiff. The rivet tin and so fail before it can redistribute load to the other loose fit fasteners like bolts and screws. This oft causes catastrophic failure of the joint when the fasteners unzip. In general, a joint composed of like fasteners is the almost efficient because all fasteners reach chapters simultaneously.
Installation [edit]
Solid and semi tubular rivets [edit]
There are several methods for installing solid rivets.
- Manual with hammer and handset or bucking bar
- Pneumatic hammers
- Handheld squeezers
- Riveting machines
- Pin hammer, rivet set
Rivets small plenty and soft enough are often bucked.[18] In this process the installer places a rivet gun against the mill head and holds a bucking bar against the tail or a difficult working surface. The bucking bar is a peculiarly shaped solid block of metallic. The rivet gun provides a series of loftier-impulse forces that upsets and work hardens the tail of the rivet betwixt the work and the inertia of the bucking bar. Rivets that are large or hard may be more than easily installed past squeezing instead. In this process a tool in contact with each end of the rivet clinches to deform the rivet.
Rivets may besides be upset past manus, using a brawl-peen hammer. The caput is placed in a special hole made to accommodate it, known every bit a rivet-set. The hammer is applied to the buck-tail of the rivet, rolling an border so that it is flush against the cloth.
Testing [edit]
Solid rivets for construction [edit]
A hammer is also used to "band" an installed rivet, every bit a not-destructive test for tightness and imperfections. The inspector taps the head (usually the factory head) of the rivet with the hammer while touching the rivet and base plate lightly with the other hand and judges the quality of the audibly returned sound and the feel of the audio traveling through the metal to the operator's fingers. A rivet tightly set up in its pigsty returns a clean and clear band, while a loose rivet produces a recognizably different sound.
Testing of blind rivets [edit]
A blind rivet has strength properties that can be measured in terms of shear and tensile strength. Occasionally rivets also undergo operation testing for other critical features, such as pushout forcefulness, break load and salt spray resistance. A standardized destructive test according to the Inch Fastener Standards is widely accustomed.[19] [20]
The shear examination involves installing a rivet into ii plates at specified hardness and thickness and measuring the force necessary to shear the plates. The tensile test is basically the same, except that it measures the pullout strength. Per the IFI-135 standard, all blind rivets produced must run across this standard. These tests determine the strength of the rivet, and non the strength of the associates. To decide the strength of the assembly a user must consult an engineering guide or the Mechanism's Handbook.[21]
Alternatives [edit]
- Adhesives
- Bolted joints
- Brazing
- Clinching
- Folded joints
- Nails
- Screws
- Soldering
- Welding
See also [edit]
- Boiler
- Cleco
- Clinker (gunkhole edifice)
- Band binder
- Rivet nut
- Rosie the Riveter
References [edit]
- ^ "3 workers securing a rivet". NYPL Digital Collections. Archived from the original on 2014-10-06.
- ^ Segui, William T. (2007). Steel Design (fourth ed.). Toronto: Thomson. ISBN978-0-495-24471-four.
- ^ Blind Rivets, August 1942, Popular Scientific discipline Archived 2018-01-26 at the Wayback Machine early commodity that explains how they piece of work
- ^ Improved means of closing tubular rivets. United Kingdom Patent GB106169
- ^ Improvements in and relating to rivets and riveting – Britain Patent GB286471
- ^ "George Tucker Eyelet Co". Graces Guide. Retrieved 8 July 2020.
- ^ Emhart News June 2011 GB
- ^ Smith 1990, p. 159.
- ^ Heintz, Chris (2010). Flying On Your Own Wings. ISBN978-1425188283. Archived from the original on 2017-07-10.
- ^ "Hanson Rivet". Archived from the original on 18 January 2013. Retrieved 18 April 2013.
- ^ "Countersunk Rivet Method is Patented For Airplanes" (PDF). New York Times. March ix, 1941. Retrieved January 20, 2021.
- ^ Lee Payne (January ane, 1982). "The Cracking Jet Engine Race... And How We Lost". Air Forcefulness Magazine. Air Force Association. Retrieved January 16, 2021.
- ^ Haque, R. and Durandet, Y.,"Strength prediction of self-pierce riveted articulation in cross-tension and lap-shear," Materials & Design, Vol. 108, No. 2016, pp. 666–78, doi:ten.1016/j.matdes.2016.07.029.
- ^ Haque, R. and Durandet, Y.,"Investigation of self-pierce riveting (SPR) process information and specific joining events," Journal of Manufacturing Processes, Vol. 30, No. 2017, pp. 148–sixty, doi:10.1016/j.jmapro.2017.09.018.
- ^ Haque, R. (2018). Residual stress in self-piercing riveting (SPR) joints - A review. Materials Performance and Characterization, 7(4) doi:x.1520/MPC20170109
- ^ Haque, R.,"Quality of self-piercing riveting (SPR) joints from cross-sectional perspective: A review," Archives of Civil and Mechanical Engineering, Vol. 18, No. 1, 2018, pp. 83–93, doi:10.1016/j.acme.2017.06.003.
- ^ "Direct Facts on Bullheaded Rivets". machinedesign.com. Archived from the original on 2012-09-02.
- ^ The term bucked comes from a name for one of the two parts of a rivet. The head of the rivet is one part, and is the office that the air-hammer strikes. The other function is referred to as the bucktail, and is the role that the bucking bar is held against. Hence the terms bucking bar, bucked, and cadet-human being.
- ^ "Industrial Fasteners Institute". Industrial-fasteners.org. Archived from the original on 2002-09-xiii. Retrieved 2012-04-28 .
- ^ IFI, Industrial Fasteners Institute (2003). Inch Fastener Standards (7th ed.). Industrial Fasteners Institute: Industrial Fasteners Found.
- ^ Heald, Oberg, Jones, Ryffel, McCauley and Heald (2008). Machinery'south Handbook (28th ed.). Industrial Press: Industrial Press. ISBN978-0-8311-2828-ix.
Bibliography [edit]
- Smith, Carroll (1990). Carroll Smith's Basics, Bolts, Fasteners, and Plumbing Handbook. MotorBooks/MBI Publishing Company. p. 112. ISBN978-0-87938-406-7.
External links [edit]
| | Wikimedia Commons has media related to Rivets. |
- . Encyclopædia Britannica. Vol. 23 (11th ed.). 1911.
- Popular Science, November 1941, "Self-Setting Explosive Rivet Speeds Warplane Building" system used by both the United states of america and Germany in World War 2 for shipping assembly – see lesser one-half of folio
- Four Methods of Affluent Riveting, pic fabricated by Disney Studios during Earth War 2
- "Agree Everything", February 1946, Popular Scientific discipline new rivet types developed during Earth State of war 2
- "Bullheaded Rivets they get it all together". Popular Science, Oct 1975, pp. 126–128.
- "RMS Titanic Remembered" – The Lads in the Shipyard

Source: https://en.wikipedia.org/wiki/Rivet
Posted by: coatespashe1992.blogspot.com
0 Response to "What Type Of Blind Rivet To Use On Aluminum Boat Skins Above Water Line"
Post a Comment